Основные характеристики
Основная структура станка имеет модульную, прочную и закрытую конструкцию. После нового анализа методом конечных элементов общая прочность и жесткость станка оптимизируются для достижения лучших динамических характеристик обработки. Он является представителем модульного и эргономичного дизайна.Проектирование рабочей зоны станка реализуется высокой степень взаимодействия между человеком и машиной.

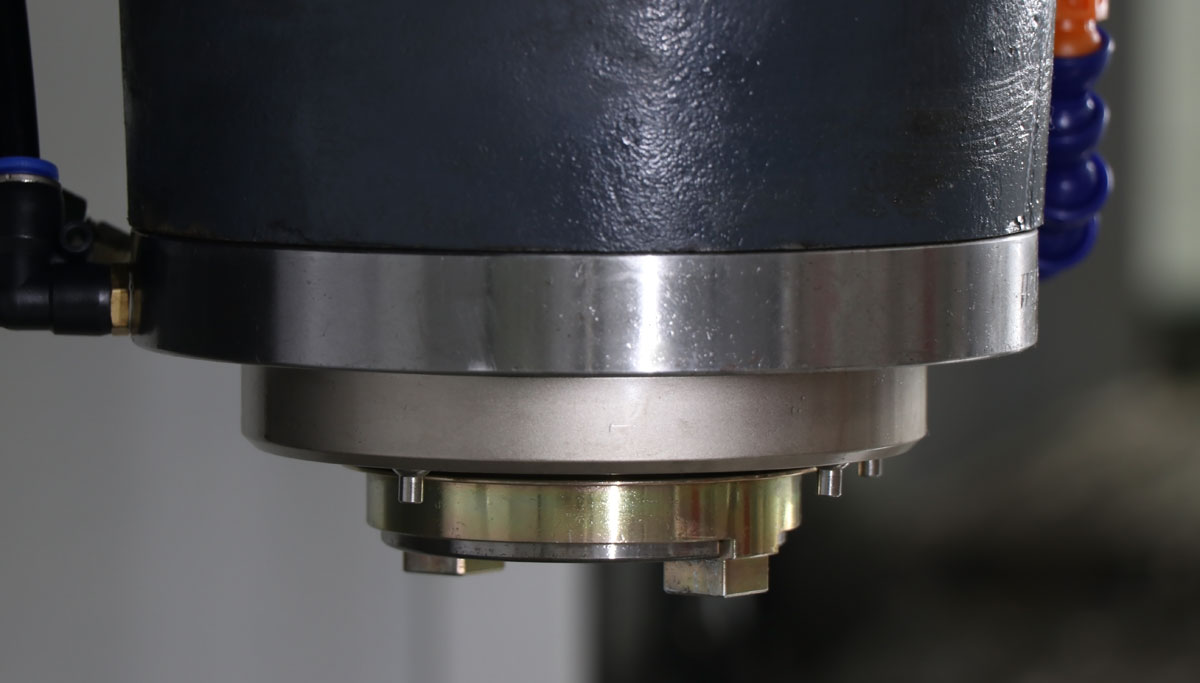
Двигатель/шпиндель
Основной двигатель использует низкоинерционный двигатель, высокая скорость 8000 об/мин, высокая точность, высокая жесткость, лучший выбор для тяжелоё обработки.
Шпиндель оборудован системой охлаждения циркуляционного масла, чтобы уменьшить повышение температуры, когда шпиндель вращается с высокой скоростью. Дифференциальный температурный режим используется для поддержания температуры шпинделя и температуры окружающей среды ниже 2 градусов, чтобы не допустить конденсации на поверхности шпинделя и обеспечить срок службы и точность шпинделя.
Конструкция контактного отношения между шпиндельной коробкой и колонной может обеспечить жесткость сверления, фрезерования, нарезания резьбы и расточки.
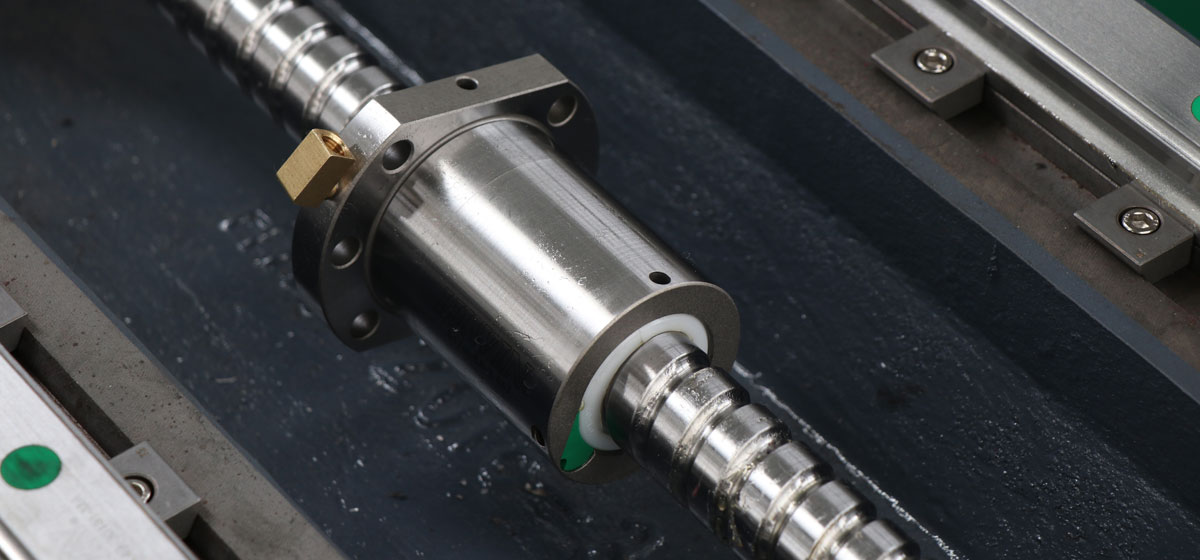
Винтовой / скользящий рельс
Широкая базовая дорожка, двойная направляющая конструкция, все скользящие дорожки проходят термическую обработку с высоким циклом и тонкую шлифовальную обработку с использованием износостойкой фторированной смолы , с низким сопротивлением, низким коэффициентом трения и характеристиками снижения вибрации , взаимное уравновешивание скольжения, обеспечивает точность машины.
Трехосный ползун X,Y,Z с полной конструкцией опоры может перемещаться в любое положение в пределах эффективного хода и при этом полностью поддерживаться направляющей ползуна.
Трехосный шариковый винт класса C3, после термической обработки и шлифования среднего цикла, каждый вал предварительно вытягивается для снижения термической деформации, высокой точности позиционирования и повторения.
Трехосная направляющая покрыта пылезащитным и режущим телескопическим щитом для защиты направляющей и шарикового винта от истирания, вызванного брызгами охлождающей жидкости.
Система управления
Благодаря высокой производительности, высокой надежности высокоскоростной микропроцессорной системы ЧПУ из Японии , динамическому моделированию пути инструмента, интеллектуальному предупреждению, в соответствии с такими характеристиками, как функция самодиагностики, использование, обслуживание, больше параграфов для проверки программы управления особенно подходит для высокоскоростной обработки большой емкости последовательная передача RS - 232, карта памяти, передача USB со стандартной обработкой DNC, удобной для передачи программ большой емкости и оперативной обработки, имеет лучшую эффективность и результативность обработки.

Система охлаждения
Станок оборудован системой охлаждения, комбинацией большого расхода водяного насоса и многочисленных сопел, благодаря чему режущий инструмент из-за перегрева меньше изнашивается и повышается точность обработки.

Основание станка
Основание станка, рабочего стола, колонны, балки, скользящего седла и коробки шпинделя изготовлено из литьевого чугуна с полимерным песком HT300, после второй обработки отжигом полностью снимают литейное напряжение и внутреннее напряжение, возникающее при грубой обработке, чтобы обеспечить жесткость, стабильность и качество конструкции.
Разумная прочность конструкции и соответствие ребер жесткости обеспечивают высокую механическую жесткость.

Колонны
Большая пролетная база, эффективное рассеивание силы тяжести и обрабатывающей способности;
Колонка "елочкой"может эффективно устранить проблему поперечной силы и лево-правого наклона колонны, структура более стабильна, и обслуживание более удобно.
Использование 8 винтов M24 для фиксации, эффективного улучшения жесткости колонны, предотвращения вибрации, возникающей во время обработки, более стабильной при интенсивной резке.
В то же время, сталь станины значительно улучшена, стабильность выше и срок службы увеличен.
Противовес внутреннего типа не занимает избыточного пространства и удобен в обслуживании.
Короткая подвеска седла, значительно улучшающая динамическую точность.

Тесты
Все станки изготавливаются со 100% лазерной калибровкой, точность трехосевого зазора, точность позиционирования: 0,005 / 300 мм, точность повтора: 0,003 / 300 мм.
Двойной шариковый круг и строгие статические / динамические испытания обеспечивают точность и гладкость поверхности дуги при трехосной обработке..
Для проверки точности позиционирования принят строгий немецкий стандарт VDI 3441. Испытания проходят три раза и статистические данные могут полностью обеспечить точность позиционирования продукта.
Испытания на герметичность и рабочие испытания на резку делают качество станка более стабильным.

 Каталог товаров
Каталог товаров




















 — копия.jpg)





























 Добавить отзыв
Добавить отзыв Купить в 1 клик
Купить в 1 клик В избранное
В избранное К сравнению
К сравнению В наличии
В наличии









.png)











.png)

.png)



















.png)


.png)





